Сферотокарный станок МК4038
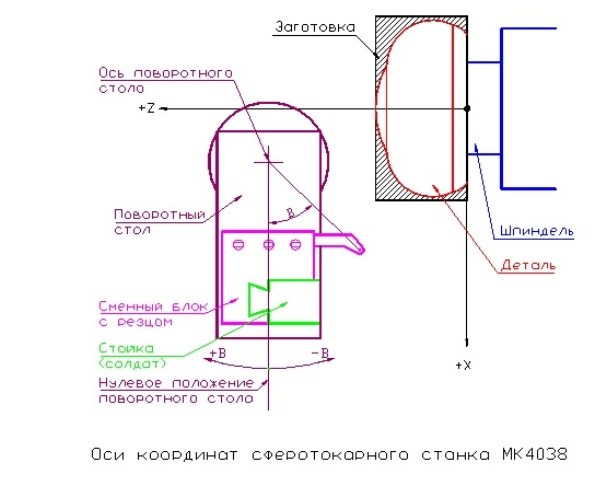
Станок оснащён поворотным столом, на котором устанавливается режущий инструмент. Это позволяет вести обработку заготовки, как традиционным способом (используя линейные оси и неподвижную круговую ось), так и новым способом (используя все три оси).
Фрезерный станок FSRS-250 S

Станок был оснащён системой УЧПУ CNC 470 и одним двигателем подач. Переключение осей производилось с помощью электромагнитных муфт. Управление шпинделем производилось асинхронным двигателем и АКС с электромагнитными муфтами. Управление револьверной головкой производилось с помощью гидравлики.
Фрезерный станок FSRS-250 C

Станок был оснащён системой УЧПУ CNC 470 и одним двигателем подач. Переключение осей производилось с помощью электромагнитных муфт. Управление шпинделем производилось асинхронным двигателем и АКС с электромагнитными муфтами. Управление револьверной головкой производилось с помощью гидравлики.
Токарный станок 16К20 С32

Станок был оснащён системой УЧПУ 2Р22. Датчики положения типа Резольвер. Привода подач и привод шпинделя постоянного тока, изготовитель – НРБ.
Горизонтально-фрезерный станок FUWHC-315
Станок был оснащён системой УЧПУ CNC 450. Привода подач следящие. Привод шпинделя - регулируемый. Датчики положения специальные фотоэлектрические. Управление магазином и сменой инструмента электрогидравлическое.
Вертикально-фрезерный станок FUWC-315

Станок был оснащён системой УЧПУ CNC 450. Привода подач следящие. Привод шпинделя - регулируемый с однополярным управлением. Датчики положения специальные фотоэлектрические. Управление магазином и сменой инструмента электрогидравлическое.
Координатно-расточной станок 2Е450АМ

Станок был оснащён системой УЧПУ 2С42. Датчики положения индуктивные (ВТ–1М, индуктосин). Привода подач – следящие. Привод шпинделя - регулируемый. Механизм оси Z - двухзонный (для расширения величины перемещения). Смена инструмента – ручная.
Фрезерный станок FSRS-400

Станок был оснащён позиционной системой УЧПУ CNC 470 и одним двигателем подач. Переключение осей производится с помощью электромагнитных муфт. Управление шпинделем осуществляется асинхронным двигателем и АКС, переключаемой отдельным асинхронным двигателем.
Токарный станок DF 2

Станок был оснащён системой УЧПУ CNC 450 c контроллером для управления электроавтоматикой. Привода подач – следящие. Привод шпинделя - регулируемый. Станок оснащён двумя револьверными головками (восьмипозиционная - вертикальная и шестипозиционная - горизонтальная) Управление револьверными головками осуществляется гидравликой.
Фрезерный станок СФП 500

Станок был оснащён системой УЧПУ СПФ-2ТМШ. Привода подач – следящие. Привод шпинделя - регулируемый. Управление восьмипозиционным магазином и зажимом инструмента осуществляется с помощью гидравлики. Датчик положения магазина индуктивный. Датчики положения фотоэлектрические специальные.
Пульт оператора станка

Пульт оператора станка предназначен для встраивания в него УЧПУ серии NC-200 (Балт-Систем) и Станочного пульта (НСВ).
Станочный пульт FDD/USB
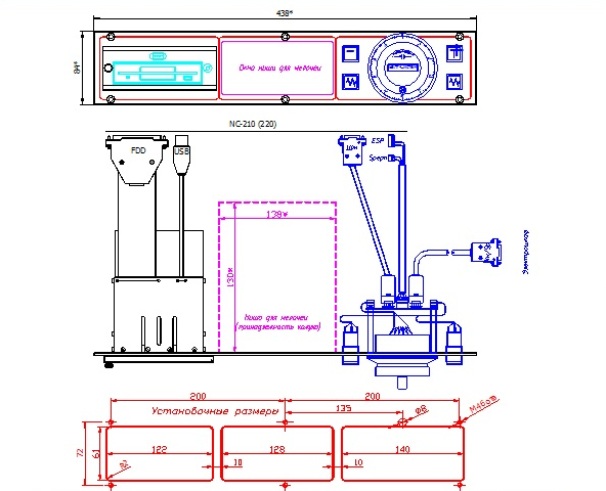
Пульт Станочный (Пульт ручного управления) предназначен для управления станком совместно с УЧПУ серии NC-200 в ручном режиме, а также для обмена информации УЧПУ с внешними носителями.
Станочный пульт USB
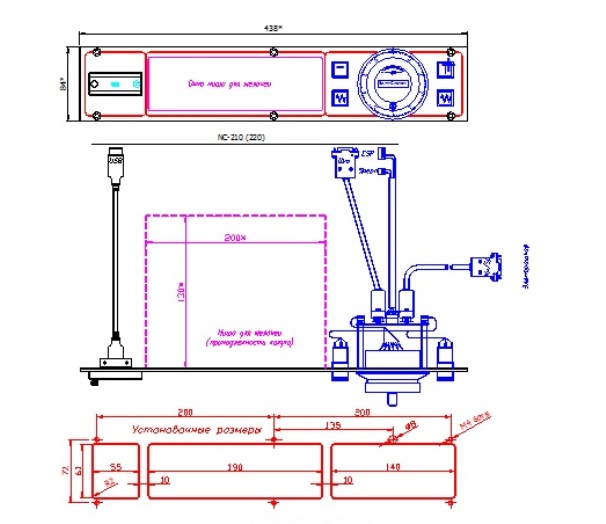
Пульт Станочный (Пульт ручного управления) предназначен для управления станком совместно с УЧПУ серии NC-200 в ручном режиме, а также для обмена информации УЧПУ с внешними носителями.
Панель внешних носителей
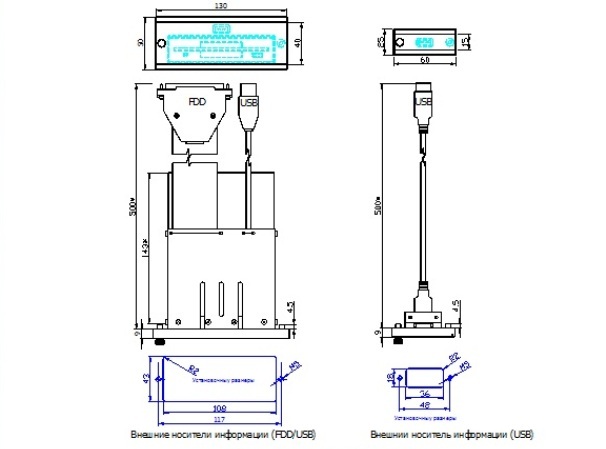
Панель внешних носителей информации (FDD/USB) с лицевой стороны защищена крышкой, фиксируемой декоративным винтом. Панель подключается к УЧПУ серии NC-200 с помощью стандартных кабелей.
Модуль входов/выходов

Модуль вх/вых обеспечивает согласование дискретных сигналов УЧПУ серии NC-200 с сигналами электроавтоматики, управляемого оборудования и предназначен: для подключения с помощью клеммных соединителей входных и выходных сигналов к УЧПУ; для индикации входных сигналов; для индикации и релейной коммутации выходных сигналов; для подключения к модулю сигналов Spepn и напряжения ±24Vст.
Модуль коммутации приводов
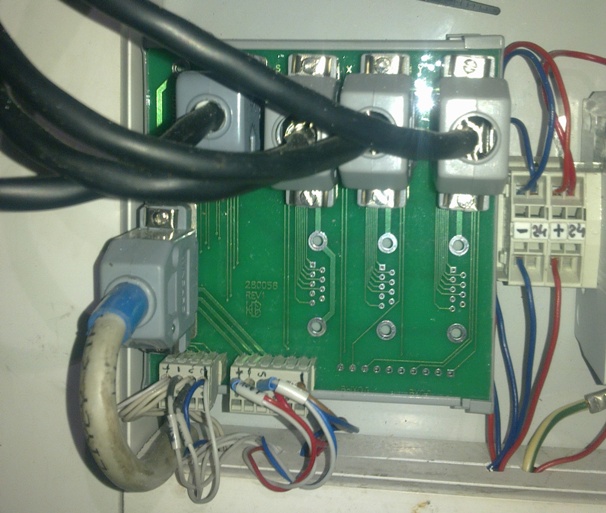
Модуль коммутации сигналов приводов предназначен для разводки сигналов привода от общего кабеля до каждого преобразователя: Главного привода, а также следящего или шагового привода подач. Кроме того, предусмотрено прохождение через Модуль к Пульту и обратно сигналов от кнопок, напряжения питания ±24Vст и сигнала Spepn.
Модуль ШК-10
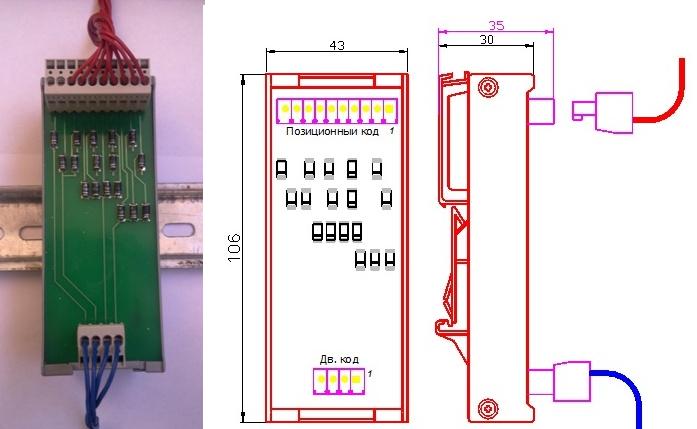
Модуль ШК-10 предназначен для преобразования позиционного кода положения исполнительного механизма в двоичный код. Модуль может быть использован для уменьшения, используемых PLC входных сигналов. Например, при подключении позиционных дискретных сигналов таких устройств, как Револьверные головки и Магазины инструментов.
Датчик дискретный угловой ДДУ-8
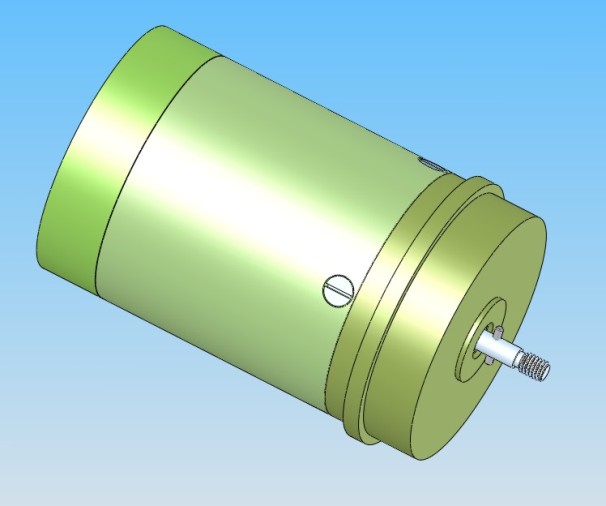
Датчик ДДУ-8 предназначен для контроля положения револьверной головки или магазина инструментов. По габаритным и присоединительным размерам датчик является полным аналогом индуктивного датчика ВТ-1М.